
Visual Management vs The Hidden Factory

The Usual Tools-
- 5S/6S Production Boards (Preferably Electronic for ease of update)
- Schedule Boards/Production leveling
- Tool Boards
- Andon lights/boards
- Kanban System (Pull System)
- Floor Markings/Color Coding
The most common Visual Management methods in factories have been around for quite a while. Providing Management and those being managed with a way to quickly and visibly understand what is happing now and what needs to happen next traces back to military visual standards and Naval flag signals.
Visual communication is the one of the most universal ways of communicating a large amount of information quickly, and the current visual methods could be considered very similar to the ones the original military mindsets used so long ago.
The original Toyota Way has two key pillars- JIT (Just In Time mfg.), and Jidoka (Automation with human intelligence, because work stops immediately when a problem first occurs. This leads to improvements in the processes that build in quality by eliminating the root causes of defects). In War, everything has to be Just in Time, and you don’t keep throwing your troops at the same problem even when you keep losing the battle. You stop and figure out the root cause of your previous loss before you move from a defensive posture.
Visual Controls (if implemented with the correct culture) are excellent management tools.
One of the common cultural issues is the “punishment culture”. When employees are punished/chastised for reporting process failures, quality improvement is not likely to occur, as the factory will become a “Hidden Factory.”
In the Classic “Hidden Factory” Scenario, every department is in its silo and reporting only vertically.
Central Management gets the data funneled to them (but rarely walks the process actively). Few want to admit when something goes wrong, so things they see as inconsequential are omitted. Everyone turns in sterling reports, but the bottom line always suffers. Examples: Rework time, scrap costs, internal investigation costs, customer complaint investigation costs, Re-scheduling costs.
There are a host of visual Controls that can be used in a Lean (or just a practical) workplace to help combat the communications barriers common to factories. The first and most crucial step is a culture change from the top down with full buy-in from the employees before a large-scale implementation can begin. Once the employees are confident they will not be chastised for speaking up about what is wrong internally with the processes, then the implementation can begin (Kubiak, 2017) (CSSBB Primer, 2014).
The Basic Visual Controls to implement are (based upon need):
- 5S/6S
- Sort (Seiri)
- Separate the needed from the unneeded items in the workplace, discarding all unnecessary items
- Set/Straighten (Seiton)
- Arrange in an orderly way- A place for everything and everything in its place (labels and shadow boards are frequently employed at this phase)
- Shine (Seiso)
- Clean and wash the work area
- Standardize (Seiketsu)
- Creation of and regular performance of the first 3 Ss
- Sustain (Shitsuke)
- Discipline to maintain the first four Ss
- The 6th S is emphasized more and more: SAFETY
- Safety should be an emergent property of 5S. Still, sometimes it is not, so safety has been often added to be sure it is addressed, and particular emphasis on safety usually improves job safety overall.
- Sort (Seiri)

5S Will not magically reveal the Hidden Factory (though it will hint at it), but it does help provide the foundation of readiness, safety, discipline, and accountability required. Having the entire workforce learn to maintain their area and be responsible for sustaining the effort is one of the first steps toward a culture of success.
- Production Boards (Preferably Electronic for ease of update)
- Production Boards give an “at a glance” idea of where jobs are, what is coming, what went wrong, and allow everyone to see the outcome without any hidden factory effect (if the culture is correct). Regular and disciplined or automated updates are required, and two-way communication with the floor team during regular meetings at the production board (huddles) is the most effective way to identify possible points of improvement to supervisors so they can assign teams to deal with the issue. It is always best to train floor personnel to solve problems with critical thinking skills rather than trying to direct the entire factory.
- Schedule Boards/Production leveling
- Heijunka Boards can provide clear communication for how the production load is to be smoothed out.
- Unexpected bottlenecks because of unexpected material shortages or constraints due to planning are much less likely if the entire plan is visible to the whole of the factory. Deviations that cause a problem can be addressed, and the need to level the load due to demand is part of the built-in process.
- Tool Boards
- Tool boards will emerge from a 5S program, creating shadow boards to identify any missing tools (an excellent antidote to the disease of not telling anyone that a needed tool is missing). These boards also help shorten cycle times by reducing the time necessary to find tools.
- Andon lights/boards
- Andon Lights usually are green while the workstation is running with no problem. When a sensor detects a problem (or a person manually stops the process), the light shifts to red to signal everyone of machine downtime, a quality problem, tooling issues, operator problems, or material shortages or jams in the process. More sophisticated systems use an electronic board that communicates what the problem is (and where it is) to the entire factory so that the needed people can respond ASAP. Andon lights/boards are an aspect of Jidoka.
- Kanban System (Pull System)
- A visual signaling system (usually using Kanban cards) used to control the flow of inventory in a “pull” system. Kanban controls the flow of WIP and finished goods into and out of “supermarkets,” lines, and production cells. A production Kanban indicates the number of parts needed to replenish what has been consumed (usually rectangular). A withdrawal Kanban shows the number of parts removed from the “supermarket.” A signal Kanban is a type of withdrawal Kanban that triggers production when the minimum amount of containers has been reached (often Triangular). Kanban systems can get much more complicated but are much more effective than traditional inventory management if implemented correctly with the correct cultural mindset in place within the organization.
- Floor Markings/Color Coding
- Markings and color coding are used to indicate flow direction. In a traditional factory tracing the path would look insane. Still, when the machine paths are laid out in the most efficient pathway and marked so that there is no confusion, Cycle times are significantly reduced, and one of the Major Wastes of unnecessarily transporting material is alleviated (Lean Enterprise Institute, 2014) (CSSBB Primer, 2014) (Kubiak, 2017).
Conclusion
When the culture is defensive and non-communicative between departments, only a few at a time know just a portion of what is happening at any one time, and employees are waiting to see what the punishment for the process going wrong is, then the Hidden Factory rules. When communication is openly shared and put on full visual display, and problems are discussed and tackled with minimal regard for rank in a cross-functional way as soon as they arise, good things begin to happen. Those who understand the processes best solve the problems, using visual cues and logic (not commands from supervisors) to run the factory and address problems. The Hidden factory can be significantly reduced by open communication and being willing to face the negatives rather than pretend those negatives do not exist.
REFLECTION: FOR STUDENTS: Is the culture currently conducive to learning to be manager or boss? How do you think the culture you are learning in will help you become more of a coach and less of a boss?
FOR ACADEMICS: Is teamwork being taught purely from a results perspective or from a coaching perspective (to help the students learn critical thinking and problem solving)?
FOR PROFESSIONALS/PRACTITIONERS: Culture eats Strategy for breakfast (a phrase originated by Peter Drucker). No Strategy however brilliant can overcome a culture of fear. Cultural change is the foundation of Quality improvement and must always be attended first, or the attempted QI initiative will be taken down due to resistance to change created by a feeling that a “new culture” is trying to usurp it’s place. For this reason, the culture of change has to cascade from the top down, and buy-in at every level must occur, with cultural buy-in moving to the next level down only after each level is fully (or vast majority) bought in.

Processing…
Success! You're on the list.
Whoops! There was an error and we couldn't process your subscription. Please reload the page and try again.


Bibliography
CSSBB Primer. (2014). West Terre Haute , Indiana: Quality Council of Indiana.
Drucker, P. (1954). The Practice of Management. New York City: Harper & Row.
Kubiak, T. a. (2017). The Certified Six Sigma Black Belt Handbook Third Edition. Milwaukee: ASQ Quality Press.
Lean Enterprise Institute. (2014). Lean Lexicon. Cambridge, MA: Lean Enterprise Institute.

The 7 New Quality Tools

The Seven New Management and Planning Tools
If you have had any formal training in Root Cause Analysis, Problem-solving, or any type of Quality Improvement, then the seven basic QC tools have most likely been taught to you rigorously (See Blog Post https://qualityconcepts.home.blog/category/7-basic-quality-tools/). While the seven tools are sufficient for problem-solving, they are not ideal for management and planning. The need for an expanded toolset was noticed and addressed in 1976 by the JUSE (Union of Japanese Scientists and Engineers) to promote innovation, communicate information, and successfully plan major projects. A JUSE team presented 7 New Quality tools (sometimes called the Seven Management and Planning -MP- tools): Affinity Diagram, Relations Diagram, Tree Diagram, Matrix Diagram, Matrix Data Analysis, Arrow Diagram, and Process Decision Program Chart (PDPC). Often in the modern world, the more complex Matrix Data Analysis is replaced with the similar Prioritization Matrix, so I will cover the Prioritization Matrix rather than the less commonly utilized Matrix Data Analysis tool.
The New Tools were exported to the United States in the mid-1980s and have become standard project management tools in the U.S. and internationally. Not all of these tools were new by any means, but the way they were presented was effective (Tague, 2005).
New Tools:
Affinity Diagram
Relations Diagram
Tree Diagram
Matrix Diagram
Prioritization Matrix
Arrow Diagram
Process Decision Program Chart (PDPC)
Affinity Diagram
Created in in 1960’s by Japanese anthropologist Jiro Kawakita, the Affinity Diagram is a method that organizes a large number of ideas into logical and related groupings.
When to use-
This tool is one of pure abstract analysis, and therefore very useful at multiple points in the process. Whenever your team is overwhelmed with a large number of facts or ideas presented in a chaotic manner, this would be a good time to employ this tool. When the issue(s) seem too large and complex for the team to understand what is usually needed is for the team to see the underlying pattern. Once again, this is an excellent tool. When a team is trying to come to a consensus, this tool helps the team work together to agree upon how the available facts relate to each other.
How to use-
- The most efficient methodology is to utilize a large work surface (wall or whiteboard), sticky notes, and markers.
- Each separate Idea is recorded on a separate note, and all notes are spread out randomly so that everyone can see each note.
- During the next step the team should remain silent, sorting the ideas out into groups (with no category headings). 5-10 is the standard number of groupings but this is dependent upon the complexity of the situation. The team should continue to move the items around (writing multiple notes if it seems they fit into more than one group) until the team has grouped all notes. It is Ok to have “loners” that do not fit any particular group, or for a note to be moved once it has been placed.
- The Team can begin discussion at this point- The shape of the chart, surprising patterns, and why notes were moved between different groups by different people. Some more changes can be made here, and when the groupings are finalized, select a heading for each group.
- Combine groups into Supergroups if the project complexity warrants (Tague, 2005) (ASQ, n.d.).

Relations Diagram
The original term was Relations Diagram, also called: Interrelationship diagram, Interrelationship digraph, network diagram, or matrix relations diagram. This tool is designed to show cause-and-effect relationships while helping a team evaluate the natural relationships between the different nuances of a complex situation.
When to use-
While trying to understand relationships between Cause-and-Effects such as:
- Trying to ID an area of greatest impact for improvement
- During analysis of a complex issue for causes
- During implementation of complex solutions
- As a follow up step to an Affinity Diagram, C&E diagram, or Tree Diagram to more thoroughly explore relationships
How to use-
Gather these basic materials: Sticky notes, large paper surface, markers, and tape.
- Define the issue to explore on a sticky note and place it at the top of the work surface
- Brainstorm ideas about the issue and write them on notes. If another tool was used, then obtain ideas from the affinity diagram, lowest level of the tree, or final branches of the fishbone diagram.
- Place one idea at a time on the work surface and determine if the idea is related to any others. Place new ideas near related ideas leaving room for drawing of arrows later. Repeat until all ideas have been transferred to work surface. Determine how each idea causes/influences other ideas. Draw arrows from each idea to the ones it causes or influences.
- Analyze the diagram
- Count the Arrows in and out for each idea and record at the bottom of each box. The ones with the most arrows are the key ideas.
- Note which ides have mostly outgoing arrows- These are basic causes.
- Note which ideas have mostly incoming arrows- These are final effects that may be critical to deal with.
- Double check that some ideas with fewer arrows may be key as well. (the number of arrows is just an indicator) Draw bold lines around key ideas (Tague, 2005) (ASQ, n.d.).
Tree Diagram
The Tree Diagram progresses from one event/goal and cascades downward in a spreading system of branches made of possible causes/paths. The tree diagram is useful in many different aspects, including CTQ translation, Decision making process mapping (Decision Tree), Fault tree analysis (root cause analysis), Work Breakdown Structure, and Countermeasure tree.
When to use-
- When a known issue is known at a general level and more specific details are needed
- When determining steps required to achieve a goal or actions required to reach a solution
- Detailed process analysis
- Root Cause Analysis
- Evaluating best solution among many potential
- When a clear communications tool is needed
How to use-
- Develop statement for goal, project, plan, problem, or issue that is being studied.
- Ask a question to help determine the next level of detail, such as
- How can this process be completed in the most efficient way?
- Why did this occur?
- What are the pieces of the whole?
- Brainstorm all possible answers (works best with cross-functional team). If other tools have provided information, utilize them.
- Tree can be horizontal or vertical. Write each tier of idea in a line and connect it with the idea above it. Show links between tiers with lines/arrows. Confirm all items in a tier are needed for the tier above it, determine that all items in the tier would be sufficient.
- Every new Tier becomes the next “goal tier” and continue until the tier has reached the fundamental elements, and the contents of the diagram can be logically confirmed as needed and sufficient from objective to fundamental elements (Tague, 2005) (ASQ, n.d.).

Matrix Diagram
The Matrix Diagram helps to demonstrate relationships between multiple groups of information. It can provide information about the relationship, including Strength, role played, measurements, etc. There are six different Matrices possible: L-, T-, Y-, X-, C-, and roof-shaped, depending on how many groups there are. This tool is very generic and may be adapted broadly.
When to use-
- When attempting understand how groups or groups of items interrelate to one another
- When conveying how groups or groups of items interrelate for the sake of clear communication
- An L-Matrix relates two groups of items to each other (or one group to itself)
- A T-Matrix relates three groups- A relates to B, A relates to C, but B does not relate to C
- A Y-Matrix relates three groups with each group related to the other two circularly: A to B, B to C, C to A
- A C-Matrix relates three groups simultaneously
- An X-Matrix relates four groups of items, with each group related to two others circularly A to B to C to D to A, but not A to C or B to D
- A roof-shaped Matrix relates one group to itself, usually used with an L- or T-Matrix
How to use-
- Isolate groups to be compared
- Choose the appropriate matrix format
- Create Grid
- use row labels and column headings for item groups
- Determine what information needs to be displayed with the symbols on the matrix. Create a legend (strong/weak/moderate for example)
- Compare groups item by item, marking appropriate symbol at the matrix intersection of paired items
- Analyze Matrix for patterns and repeat as desired with a different format to learn more (Tague, 2005) (ASQ, n.d.).
This is a complex tool so for further explanation I would direct you to the ASQ Resources link that will more thoroughly answer any questions you have.

Prioritization Matrix
The Prioritization Matrix is a L-Shaped matrix that compares a list of options/needs to a set of criteria, in order to help choose the best options when too many options are available, or to set the options in order of priority. This is an extremely rigorous method and can be quite time consuming when performed properly as a cross-functional group.
How to Use-
- Determine your criteria and rating scale.
- Establish criteria weight.
- Create the matrix.
- Work as a team to score options based upon weighted criteria.
- Discuss results and prioritize your list (Tague, 2005) (ASQ, n.d.).

Arrow Diagram
The Arrow Diagram is a very powerful project planning tool. The Arrow Diagram has evolved over time and as project management has become more prominent. Some of the terms used to describe an arrow diagram are: Activity Network Diagram, Network Diagram, Activity Chart, node diagram, CPM -Critical Path Method- Chart, and PERT -Program Evaluation and Review Technique- chart.
I will only be addressing the higher-level aspects of the arrow diagram. The base materials needed are Sticky notes, markers and a large paper writing surface (such as brown paper).
When to use-
- When organizing and scheduling tasks for a complex project/process with a specific goal
- When you already know the individual steps of the project, their required sequence, and the length of time each step will take to complete
- When the project schedule is critical, and missing the deadline could be a major negative, or completing the project early due to good time management would provide positive returns.
How to use-
- Write out all tasks in the project or process on a sticky note, placing and arrow under the project task pointing to the right.
- Sequence the tasks.
- Which tasks must happen before the previous one can begin?
- Which tasks can be done at the same time?
- Which tasks should happen immediately after each task?
- Diagram the network of tasks. Arrange them in sequence on a large piece of paper. Time should flow from left to right and concurrent tasks should be vertically aligned. Leave space between the notes.
- Between each two tasks, draw circles for “events.” An event marks the beginning or end of a task and can help visually separate tasks.
- When the network is correct, label all events in sequence with event numbers in the circles.
- Determine task times—the best estimate of the time that each task should require. Use one measuring unit (hours, days, or weeks) throughout, for consistency. Write the time on each task’s arrow.
Determine the critical path (the longest path) from the beginning to the end of the project by summing all of the potential paths from beginning to end of project. Mark the critical path with a heavy line or color. (Tague, 2005) (ASQ, n.d.)
Process Decision Program Chart (PDPC)
This tool is a version of the tree diagram that is designed to identify all that might go wrong in a plan being developed. Utilizing PDPC allows the team to create Countermeasures for those possible failures, or the plan can be outright revised to eliminate those failure possibilities.
When to use-
- Before full implementation of a plan
- When the plan is complex
- When completion of the plan on schedule is critical
- When failure has high repercussions
How to use-
- Develop a high-level tree diagram of the plan or process using at least three levels and one main objective at the top of the tree
- Brainstorm all that could go wrong at current lowest level
- Review the problems, and as a team eliminate the highly unlikely items or those with minimal impact to the plan/process. Create a new lower level from these remaining problems linked to the tasks
- For each problem brainstorm countermeasures and prepare contingencies for the plan/process problems. Countermeasures are recorded on the next level.
- Decide upon practicality of countermeasures using criteria like cost, time, ease of implementations, and effectiveness. Mark the impractical countermeasures with an X and the practical with an O (Tague, 2005) (ASQ, n.d.).

Conclusion
Granted, these tools do not always have to be used in order to plan and manage a successful project. The primary reason these tools were conceived was to foster better team communication and team analysis. I would consider the team leader who fails to use methods that have been proven over time to improve outcomes a leader who does not lead with innovation, or even best practices, and who could be putting projects at risk.
REFLECTION: FOR STUDENTS: Are you challenging your team members to properly address the assignment given to your team by using management tools, rather than the dreaded “lay it all on those who will do the work” behavior, and cognizant of how that will impact your behavior as a future manager?
FOR ACADEMICS: Is the teamwork methodology commonly used in higher learning representative of real world Project Management?
FOR PROFESSIONALS/PRACTITIONERS: These tools can initially be cumbersome to implement, but they are good instruments to help break the silo mentality. Communication is the key to cross-functional success.

Processing…
Success! You're on the list.
Whoops! There was an error and we couldn't process your subscription. Please reload the page and try again.
Bibliography
ASQ. (n.d.). THE SEVEN NEW MANAGEMENT AND PLANNING TOOLS. Retrieved from ASQ Resources: https://asq.org/quality-resources/new-management-planning-tools
CSSBB Primer. (2014). West Terre Haute , Indiana: Quality Council of Indiana.
Kubiak, T. a. (2017). The Certified Six Sigma Black Belt Handbook Third Edition. Milwaukee: ASQ Quality
Tague, N. R. (2005). The Quaity Tool Box. Milwaukee: Quality Press.
The Technology for Industry 4.0 is Here, but Quality 4.0 is at 3.0 Going on 4.0 (With Still More Growing To Do)!

REFLECTION: FOR STUDENTS: Are the current Management frameworks you have been taught sufficient for Industry/Quality 4.0, or will you have to shift your perspective to be viable?
FOR ACADEMICS: Are you teaching two years behind (as is common with textbooks) or are you also including the coming impact of Quality 4.0 and disseminating that required knowledge to your students?
FOR PROFESSIONALS/PRACTITIONERS: Always focus maintaining and improving on the current state, but plan for the achievement of the future state or the future state will never be realized.
Industry 4.0
For many years, the quality culture has been the lighthouse that lit the way down the path, guiding industry toward the reduction of waste and higher levels of customer satisfaction and retention, but things have been evolving. Industry has gone through many changes, and those changes always have required Quality to adjust.
Industry revolution 1: machine manufacturing, steam power, and the migration to city living for people who had previously been agriculturalists. (Quality moved from guilds into the role of inspection)
Industry revolution 2: The production line and mass manufacturing drastically reduced the cost of consumer and industrial products. (Quality developed more efficient quality management tools)
Industry Revolution 3: Barely a revolution, but significant. Electronics and control systems have gradually penetrated manufacturing, allowing greater flexibility and more sophisticated products at a significantly lower cost until ERP and PLM have become the standard. (Quality began to utilize data to analyze costs/customer complaints and reduce enterprise costs due to quality failures)
Each industrial revolution brought about new patterns of quality management. As Deming emphasizes, if the industrial culture is not Quality-oriented, it will ultimately displease the customer. Still, right now, the fourth industrial revolution is upon us, and Quality, though fully aware of the future state goals, is still working on perfecting the foundations of Quality 3.0. At the same time, Industry 4.0 is off and running.
Industry 4.0 consists of Many critical technology changes and advancements that have enabled technology to become more predictive and communicative, including advances in data, analytics, connectivity, scalability, and collaboration. The digital impact of the third revolution is magnified dramatically. It evolves industry into a phase where AI helps solve problems proactively rather than picking through the past failures to figure out what went wrong. This phase will touch every aspect of industry, connecting people, machines, and data in new ways, and provides access to technologies that were previously only accessible to a skilled few and heralds transformative capabilities such as those in material science and 3D Printing.

Adapted from Quality 4.0 Impact and Strategy Handook
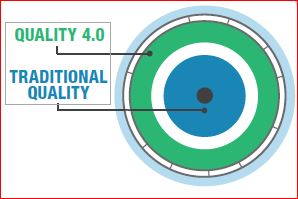
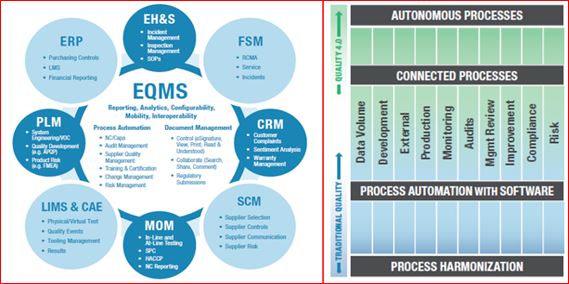
What is Quality 4.0?
These are the primary axes of Quality 4.0 I want to discuss:
- Data
- Analytics
- Connectivity
- Collaboration
- Scalability
- Management Systems
- Compliance
- Culture
The effect of the implementation of these technologies is essential to quality because they allow for the transformation of culture, leadership, collaboration, and compliance. Quality 4.0 is genuinely not about technology, but the users of that technology, and the processes they use to maximize value. Quality 4.0 doubtlessly includes the digitization of quality management. It is more important to consider the impact of that digitization on quality technology, processes, and people. Quality 4.0 should not be sold as a buzzword system to replace traditional quality methods, but rather as a framework designed to improve upon the practices already in place. Manufacturers should use the 4.0 framework to interpret their current state and identify what changes are needed to move to the future state (just like any traditional CIP project), but do not let the daunting task of implementation scare top management away.
Data:
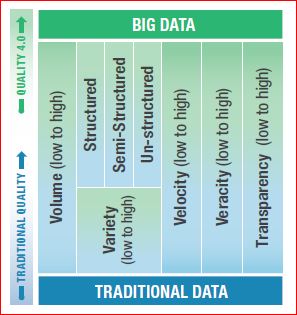
Deming said it best: “In God we trust, all others must bring data.” Data has been driving quality decisions, change, and improvement for a very long time and Evidence-based decision making has become less an anomaly and more the standard. Still, industry has a long way to go toward fully integrating the quality culture. As can be seen in the chart, a portion of the more mature companies have mastered traditional data and have begun leveraging big data. However, the struggle is still genuine and not yet a true cohesive culture across all areas internally or across industries.

Data has five critical elements that must be captured from a practical and cultural perspective-
VOLUME: Traditional systems have a large number of transactional records (e.g., corrective and preventive action (CAPA), NCRs, Change Orders, etc.). The volume of data from connected devices is many orders of magnitude more significant and will continue to grow, requiring specialized approaches such as data lakes, and cloud computing
VARIETY: Systems gathers three types of data: structured, unstructured, and semi-structured. Structured data is highly organized (CAPAs, quality events). Unstructured data is un-organized (e.g., semantics data, data from sensors, and connected devices). Semi-structured data is unstructured and has had structure applied to it (e.g., metadata tags).
VELOCITY: This is the rate at which a company gathers data.
VERACITY: This refers to data accuracy. Quality system data is often low fidelity due to fragmented systems and lack of automation.
TRANSPARENCY: The ease of accessing and working with data no matter where it resides or what application created it.
Analytics:
Analytics are the tools that reveal what the terabytes of data can tell us. Unfortunately, quality often stumbles over analytics. 37% of the market identifies weak metrics as a top roadblock to accomplishing quality objectives. Because there is insufficient adoption of real-time metrics by most of the market, we are often acting on the past, not the current situation.
Analytics fall into four categories- Descriptive (number of open quality events), diagnostic metrics (quality process cycle times to identify bottlenecks), Predictive metrics such as trend analysis (application of trend rules to SPC data), and Predictive using Big Data analytics, or Machine Learning (ML)/AI to traditional data or Big Data (predicting failures of a specific machine or process).
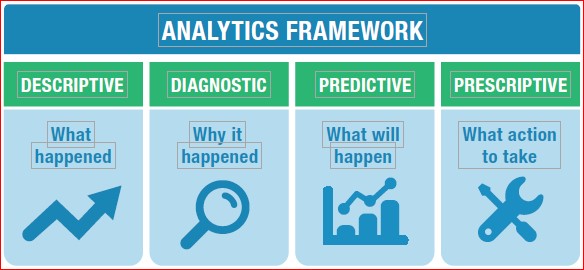
Companies attempting to achieve Quality 4.0 should construct their analytics strategy after or concurrently with their data strategy. Powerful analytics applied to low veracity data will only provide low veracity insights.
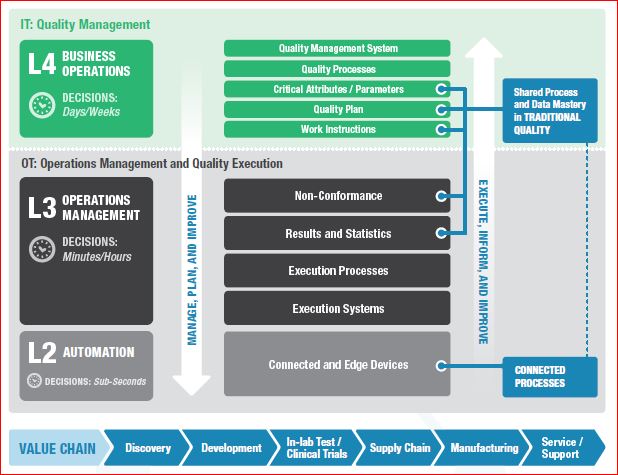
Connectivity:
“Connectivity” in the modern industrial age is the cascading multi-direction connection between business information technology (IT) and operational technology (OT), enterprise quality management system (EQMS), enterprise resource planning (ERP), and product lifecycle management (PLM), with OT at the level of technology used in laboratory, manufacturing, and service. Industry 4.0 transforms connectivity through a proliferation of inexpensive connected sensors that provide near real-time feedback from connected people, products and edge devices, and processes.
- Connected people can leverage personal smart devices or intelligent wearable devices that sense workers or their environment. The Connected worker programs usually have goals of increased efficiency and safety.
- Connected products can provide feedback on their performance across their lifecycle.
- Connected edge devices efficiently connect sensed equipment. Edge devices often perform analytics at the device, helping to make predictive/prescriptive decisions (shut this machine down and come for repair), and decide which data to send to central OT systems.
- Connected processes provide feedback from connected people, products, and equipment into processes. This broad element of connectedness allows for the overall reduction of the decision process by providing accessible data and reliable analytics
Collaboration:
Quality management requires collaboration. Quality is inherently cross-functional and global. With the help of digital messaging (email, IM), automated workflows, and online portals, companies execute traditional quality business processes. Much of the market has yet to take advantage of automated workflows and portals, while only 21% have adopted a core EQMS.
Collaboration is a powerful fuel for innovation and quality improvement and has been profoundly transformed and magnified by connectivity, data, and analytics. Leaders should consider how they collaborate and build a secure and reproducible data sharing strategy that meets objectives such as better competency, more streamlined oversight, improved security, and auditability. The approach of collaboration is often part of the culture, and reproducing it can be difficult.
Scalability:
Scalability is the ability to support data volume, users, devices, and analytics on a global scale. Without a global scale, traditional quality and Quality 4.0 are not nearly as effective, and a company is unable to harmonize processes, best practices, competencies, and lessons learned corporate-wide. Thirty-seven percent of companies struggle with fragmented data sources and systems as a top challenge in achieving quality objectives. Scalability is critical to Quality 4.0
Management Systems:
The EQMS is the Center of all quality management connectivity and provides a scalable solution to automate workflows, connect quality processes, improve data veracity, provide centralized analytics, ensure compliance, and foster collaboration within a universal app. It is a hub because quality touches every part of the value chain and how it’s managed. Over the last 50 years, business has slowly realized that quality was not the bad guy but was, in fact, the helping hand to allowing us to have the capacity to remove much of the hidden factory.
There has been some progress on EQMS adoption, but many companies are still critically lagging. Even those that adopt EQMS have not utilized it in an integrated fashion. Only 21% of the market has adopted EQMS, and of those, 41% have adopted a standalone unintegrated approach, leading to fragmentation. Fragmented core processes and resistance-to-change create the current situation. While CAPA/non-conformance is globally harmonized at 25%, 36% of manufacturers have not harmonized any processes, and the median harmonization rate of a single process is an abysmal 8%
Compliance:
Compliance would include conforming to regulatory, industry, customer, and internal requirements. Life science manufacturers/ have a particularly heavy compliance burden, but many other sectors are even more burdened by compliance with regulations. Compliance is essential to quality teams across all industries since quality often takes a lead role in ensuring that processes, products, and services not only conform with requirements but are safe for the public. Manufacturers already leverage technology in every way possible to help reduce the cost and effort to comply (work smarter, not harder). Initial attempts at implementation of compliance technology required considerable custom code to address requirements. While helping to achieve compliance, custom code was difficult to upgrade and revalidate. This result was often known as “version lock,” where companies chose to delay upgrades by many years to avoid the cost and effort of migrating and revalidating code and data.

Quality 4.0 provides further opportunities to automate compliance. Active real-time collaboration offers a mechanism to share successful and failed approaches to compliance across groups, sites, and regions. Analytics can be used to implement internal alerts and preventative measures for organizations to automatically address potential compliance breaches or act to prevent the violations. Integrated IT/OT data models and/or collaboration technologies like blockchain can provide a data-driven approach that automates auditability.
Culture:
Leaders should feel the drive to develop a Culture of Quality since Quality often owns the ultimate responsibility for process execution with insufficient cross-functional participation and ownership from other functions. A company that has “a Culture of Quality” exhibits four key elements: process participation, responsibility, credibility, and empowerment. Companies need to set goals for cross-functional process participation, cross-functional responsibility for Quality, credibility for Quality and its work across functions, as well as cross-functional empowerment. In traditional settings, achieving all of this concurrently can be quite tricky, in part due to regulatory burden, weak metrics and metric visibility, fragmented data systems and sources, (not to mention fragmented processes). Quality often presents itself to employees as a giant maze of regulation and rules; more like the “quality police” than CIP. Only 13% of cross-functional teams clearly understand how Quality contributes to strategic success. Quality 4.0 can make a culture of Quality much more attainable through better connectivity, visibility, insights, and collaboration. Connected data, processes, analytics, apps, etc., will help to improve the Culture of Quality through shared/connected information, insights, and collaboration. Quality 4.0 makes quality processes and outcomes more visible, connected, and relevant. Community is the primary component of Culture.

Conclusion
Manufacturers looking to improve quality should assess where they stand on each of the key Axes of Quality 4.0 and prioritize investments for the long term. Given the current state of Quality in the market, it is probable that many companies will find themselves required to make investments first in traditional quality before they can fully become part of Quality 4.0. If the foundation (Quality 3.0) is not yet fully developed, any company would be foolish to build on shifting soil.
There are clear interrelationships among the axes, and any company that is willing to add new capabilities to individual axes enables new applications on others. Quality 4.0 makes critical new technologies affordable and accessible, and the story of Quality 4.0 is really about the application of these technologies to solve long-standing quality challenges and to reoptimize to provide novel solutions. Quality 4.0 is real, gaining momentum, and inevitable. Quality leaders should prioritize Quality 4.0 plans. Those that stay on the sidelines are at a high risk of being left behind- but follow the right game plan and don’t fall for buzzword packaging that promises “a new kind of quality.” You will have to invest but invest in yourself, and with those who genuinely know Quality. If you do not, those executives eager for a quick financial return will ok the “solve all your problems” fix solicitors try to sell you. When it fails, the natural resistance to organizational change will kick in double and it will be even harder to convince anybody that the change is worth re-initiating. “Do It Right The First Time” (-John Wooden)
The paper I got the most comprehensive information from was QUALITY 4.0 IMPACT AND STRATEGY HANDBOOK (from LNS Research), which detailed 11 axes of quality. Still, I only addressed the 8 I felt were pertinent to most quality professionals, but the link to the white paper can be found in the bibliography. I would recommend the Handbook if you need a more detailed evaluation of Quality 4.0 and future requirements (Dan Jacob, 2017).
Processing…
Success! You're on the list.
Whoops! There was an error and we couldn't process your subscription. Please reload the page and try again.

Bibliography
ASQ. (n.d.). The History of Quality. Retrieved from https://asq.org/quality-resources/history-of-quality
Dan Jacob. (2017). Quality 4.0 Impact and Strategy Handook. Retrieved from https://www.sas.com/content/dam/SAS/en_us/doc/whitepaper2/quality-4-0-impact-strategy-109087.pdf
George Mason University. (2014). Mercatus Center. Retrieved from https://RegData.org

Not Just S.M.A.R.T. But S.M.A.R.T.E.R!

REFLECTION: FOR STUDENTS: What is the best way to set your individual goals for maximum impact (for yourself, and for those around you) in an environment where you are juggling multiple classes, work, and maybe even a family?
FOR ACADEMICS: Are you setting goals for students using S.M.A.R.T. or S.M.A.R.T.E.R techniques in order to help your students better understand what is required of them for assignments?
FOR PROFESSIONALS/PRACTITIONERS: Consider the E.(Evaluate for Effectiveness) and R.(Reviewed) that are so often essential to proper and effective closure of a project or corrective action. Are they actually being practiced or are the last two aspects sometimes just absorbed into the project without positive determination and follow through action?
S.M.A.R.T. Goals!
I have seen the S.M.A.R.T. goal format used in goal setting for Annual Personnel Review goals, project goals, lean / six sigma project goals, and even in day to day goals for “to do” items. The S.M.A.R.T. acronym was first used by George Doran in 1981 to outline project management and personal development (Doran, 1981). The Original Five were oriented toward corporate and departmental goals (Management by Objectives).
- Specific: the specific targeted area for improvement
- Measurable: quantify an indication of improvement progress
- Assignable: indicate the responsible individual or team
- Realistic: state realistic results using available resources
- Time-related: specify when the results can be achieved
(CSSBB Primer, 2014)
The Specific and Measurable has not been altered much other than when used in different contexts, but over time the A.R.T. has developed some other possible meanings. I will provide a list of the original terms, along with a list of other common terms used. The remaining discussion afterward will focus on the S.M.A.R.T. goals that have been most relevant in my experience, though as you will see, there is room for discussion, based upon industry, role, urgency and many other factors.
| Letter | ORIGINAL TERM | OTHER TERMS |
| S | Specific | Significant, sustainable, simple |
| M | Measurable | Meaningful, manageable, motivational |
| A | Assignable | Achievable, attainable, ambitious, acceptable, aggressive, actionable |
| R | Realistic | Relevant, resourced, results-based, reasonable, results-oriented |
| T | Time-related | Time-bound, time-framed, time-based, time-specific, time-sensitive, time-limited, time-boxed |
As you can see, S.M.A.R.T. seems a bit flexible, but then, smart people should have flexible thinking. I have found Paul Meyer’s description of S.M.A.R.T. characteristics (Meyer, 2003) (CSSBB Primer, 2014) to be the most functional for goal setting relative to projects and corrective actions. The terms in the table above in bold and underlined are the ones we will address:
Specific: A specific goal should answer these five questions (usually)-
- Who is involved?
- What will be accomplished
- Why does this need to be done?
- Where is the location?
- Which requirements and constraints are apparent?
Measurable: Concrete criteria for measuring progress toward accomplishment of the goal-
- How Much?
- How Many?
- How will the team know when the goal has been achieved?
- How will the indicators be quantified?
Achievable: A goal that is both realistic and attainable. A goal is considered achievable if you can answer the question:
- How can my team accomplish this goal
Relevant: Only goals that truly matter should be set. These goals need to be supported by resources and management. Any relevant goal should answer these questions:
- Is the goal worthwhile?
- Is this the right time?
- Are we (or I) the right team/person?
- Does the goal align with our other needs (align with strategic objectives)?
- Is it applicable in the current environment?
Time-Bound: Goals should be grounded with a time element such as a target date in order to establish a sense of urgency and answer questions like:
- What can be done immediately?
- What can be done in a designated time?
- When can it be totally accomplished?
Why Do We Need S.M.A.R.T.E.R. Goals?
What is a SMART goal? It is a tool used to implement Management By Objectives, also known as MBO (Drucker, 1954). Management by Objectives presents many positives toward the achievement of specific goals (tactical goals) while attempting to achieve the larger strategic goals, but MBO does present some opportunities for misuse. What should be a system of two-way communication encouraging growth between manager and team with a shared vision toward achieving final results often devolves into a situation where management is placing consistent demands on the employee(s) to achieve said results but disregards the concept of using MBO for commitment, round table contribution, and management development. Even well-meaning managers may misuse MBO because they lack the interpersonal skills required to avoid their appraisal sessions from turning into pure criticism sessions. Many managers have an unfortunate tendency to see MBO as a catch-all system that, once installed, can handle all management problems. This has led to forcing issues onto the MBO system that it is not fully equipped to handle and that partially or completely mute whatever good effects might be seen in the actual issues with which pure MBO is actually more suited to deal (Drucker, 1954).
S.M.A.R.T.E.R. goes about the same way as S.M.A.R.T., but the added E. and R. are the critical elements that help mitigate traditional MBO. S.M.A.R.T.E.R. adds:
E for Evaluate for effectiveness: measure and determination that the goal has (or has not) been meet (or the corrective action has/has not been determined effective based upon sample data and criteria)
-Without a true understanding of the effectiveness, the evaluation of an end goal or corrective action should never be considered complete
R is a little wishy-washy. I have seen R for (Recognized/Rewarded or Revisited), which works very well, though the celebration of achievement has been built into a general project structure, and revisiting a project/CA would occur based upon the evaluation of effectiveness if it is determined ineffective. The other concept of R., which I prefer more, is Reviewed, which is more a final risk analysis/assessment of the project or corrective action confirming nothing added or changed has had an adverse impact on your overall system. This Review should always be cross-functional (Susan Napier-Sewell, 2019).
| S.pecific | Objectives should specify what they need to achieve |
| M.easurable | You should be able to measure whether you are meeting the objectives or not |
| A.chievable | A goal that is both realistic and attainable |
| R.elevant | Only goals that truly matter should be set. These goals need to be supported by resources and management and aligned with Strategic Goals |
| T.ime Bound | When do you want to achieve the set objectives? |
| E.ffective | Measure and determine if the goal has (or has not) been meet (or if CA has/has not been effective) |
| R.eviewed | The documentation that a cross functional team has reviewed the output and effectiveness of the project/CA and confirmed that the benefits to the system and customer outweigh any negative impact the process |
Conclusion
Having the Effectiveness in mind as part of the goal can very much impact how you and your team go about achieving your goal. When your team takes on the responsibility for mitigating and avoiding potentially negative effects that can come about from changes to systems, then some of the communication barriers fall, and teams seek out those they must talk to in order to avoid future problems with what they are implementing. Silo mentality causes a lot of project rework, but good communication and solid forethought solve many problems before they have a chance to manifest. When Management hands over the Effectiveness and Review power to teams, Management becomes more part of the team trying to get everything right rather than a potential evil overlord (though that can still happen when things are not managed correctly).
Processing…
Success! You're on the list.
Whoops! There was an error and we couldn't process your subscription. Please reload the page and try again.
Bibliography
CSSBB Primer. (2014). West Terre Haute , Indiana: Quality Council of Indiana.
Doran, G. (1981). There’s a S.M.A.R.T. Way to Write Management Goals and Objectives. Management Review, 35-36.
Drucker, P. (1954). The Practice of Management. New York City: Harper & Row.
Meyer, P. J. (2003). Attitude is Everything. Meyer Resource Group.
Susan Napier-Sewell. (2019, November 15). What Is SMARTER & What Does It Have To Do With My Investigation? Retrieved from TapRoot Root Cause Analysis: https://www.taproot.com/what-is-smarter-what-does-it-have-to-do-with-my-investigation/
The Culture of Quality: Nurture It, Do Not Stomp It Out

Since the late 13th century, there has been a strong push for quality to assert itself into the production market in a professional aspect, but it has not always been easy for quality to flourish. The Medieval Guilds of Europe were one of the founding organizations contributing to the quality and craftsmanship of the product through intense and strict training. The modern German Guild system still follows many of the same practices, and the overall adherence to quality helps Germany produce some of the most reliable products in the world. Until the 19th Century, Manufacturing tended to follow this Craftsmanship Model. Because most craftsmen sold their goods and/or services locally, each had a very large stake in the meeting the customers’ needs for quality. Failing to meet Customers’ needs could lead to loss of customers not easily replaced. Guild Masters Inspected product and services carefully for quality to avoid loss of satisfaction.
THE INDUSTRIAL REVOLUTION
The Factory System Started in the mid 1750’s in Great Britain and evolved into the Industrial Revolution by the early 1800’s. The factory system began to divide craftsman’s trades into specific tasks, forcing craftsmen to become factory workers and shop owners to become production supervisors. This change heralded an initial decline in employees’ sense of empowerment and autonomy in the workplace. Quality in the factory system was ensured through the skill of laborers supplemented by audits and/or inspections. Defective products were either reworked or scrapped.
Late in the 19th century the United States deviated further from European tradition and adopted a new management method developed by Frederick W. Taylor, whose goal was to increase productivity while avoiding increasing the number of skilled craftsmen. This was achieved through assigning factory planning to specialized engineers and by using craftsmen and supervisors as inspectors and managers who executed the plans of the engineers. Taylor’s approach led to significant rises in productivity, but the new emphasis on productivity had a negative effect on quality. In order to remedy the quality decline, inspection departments were created to keep defective products from reaching customers
“You cannot inspect quality into a product” – Harold F. Dodge
QUALITY IN WORLD WAR II
In order to prevent unsafe military equipment from being produced by the civilian manufacturers during the war, and to prevent every piece of equipment from being inspected, the armed forces helped suppliers improve quality by sponsoring training courses in Walter Shewhart’s statistical quality control techniques and Mil-Std-105 was released. In my opinion, this was the first move back toward quality being more dominant over production (though it would be a long journey).
TOTAL QUALITY IN AMERICA
A large majority of programs for statistical quality control were terminated once the war and government contracts came to an end. Rather than adopting the clear advantages of the new methods, the culture of the factories had not changed, and once the perceived mandate was no more, the programs were tossed out like trash. Japan was in dire need of a way to improve its manufacturing process, and W. Edwards Deming and Josheph M. Juran provided input to Japanese manufacturers, and Japan launched itself down the total quality path. Only after many years did American manufacturers come to understand that they were behind on the quality curve. American manufacturers are now actively attempting to achieve a goal of high quality, but Culture keeps rearing its head. many managers want to try something “new” hoping it will be a magic bullet to solve every problem from employee engagement to customer satisfaction.
CULTURE
The Culture of an organization arises from the interactions of its employees, leadership, and stakeholders. First and foremost: if the stakeholders do not believe in quality, or that the customers will pay for quality, then the fight is over (from a quality standpoint). Without the motivation to provide the highest quality product to the customer then what will be produced is the “it’s good enough” level of quality that so many of us have rolled our eyes at as we open the package of an item we purchased at a “steal” only to find it was we who had out pocket picked. Second: when Top Management will not talk to the front line workers like they have input worthy of listening to, then most real value added input will be lost, and heard only through a telephone effect. Go-and-See should be actively practiced. Not just in a casual Gemba walk but with active conversation and close observation. Third, Change management has to be more than a title. MOC is a method of top down communication that also allows all levels to provide two way feedback. Finally, Be sure problems and solutions are addressed at a front line level. This will help those at the front line become more invested in the quality of their process, and more likely to feel a real ownership of the process. Much like the old style Guild members, you need a Master Craftsman to lead you process improvement (Black Belt or PMP, anyone who has the training to handle a cross-functional team). You team members are your Journey-persons, working with pride and craftsmanship on the process. Never abandon the process for quarterly dollars.

How My New Blog Will Connect to and Communicate with Those Interested in Quality Concepts

Quality expert Rafael Aguayo tells us “Anyone who has done any teaching or coaching knows that one’s mastery of a subject deepens considerably in trying to explain it.” I am no master teacher (that honor belongs to my wife, Dr. Elva Resendez), but I do know that the act of engaging with everyone who desires further knowledge of all things quality will enlighten me further. It is explicitly for this reason that I am igniting this blog.
The focus of this quality blog will be along practical lines. I want to reach out to everyone just entering the quality field, searching for a new quality direction, and to spark conversations with other lifelong learners like me who may have a deep quality background, but (like most quality professionals) are open to new perspectives and viewpoints.
I am hoping to eventually bring you a broad array of information (especially when dealing with the constant potential conflicts between Production, Top Management Resource Control, and Quality). We will also discuss paths to ASQ certification, so as a Senior ASQ Member, I am admittedly biased, though I do see great merit in the other methods of certification (so let us not start any debates about what organization is better. Go to Reddit or Twitter for that debate). I will start with zero moderation on the blog comments so that conversation about quality concepts can occur unfettered, but will change it if it should become necessary due to unruly behavior online.
I will lay out a few basic posts for a while, probably bi-weekly at first, and then I will let the “Voice of the Customer” direct me to the appropriate direction, so please subscribe and be sure to critique me in order to help me improve, as I am new to the blogging game, and please share your posts with anyone you think will find them helpful and interesting! I’m just getting this new blog going, so stay tuned for more. Subscribe below to get notified when I post new updates.
